



ねじは機械要素でも最も基本的なものの一つです。一方で多くの専門用語が登場する分野でもあります。今回はその中でも「ねじピッチ」「下穴」「有効ねじ深さ」「バーリング加工」について解説します。
ねじの定義
まず、ねじという言葉の定義を確認しておきましょう。ねじと聞くと、日曜大工で使う皿ねじやタッピングねじなどを思い浮かべる方が多いと思います。
しかし、正しくは、円筒面などに沿ってらせん状の溝を持った部品全般を指します。またねじは、皿ねじやボルトなど外周面にねじを持つ雄(お)ねじと、逆にボルトなどを受けるために内周面にねじを持った雌(め)ねじに分けることができます。今回解説する用語はいずれも雌ねじに関係するものになります。

ねじのピッチ
ねじの規格のうち最も基本的なものに、ねじピッチがあります。ホームセンターなどでナットコーナーなどを見てみると「M10 P1.5」などと書かれています。このうち「M10」はこのナットに合うボルトなどの雄ねじの外径が10mmであることを示しています。その次にある「P1.5」が、ねじピッチになります。これはねじ山とねじ山の間隔が1.5mmということを示しています。ナットを一回転させると1.5mm移動するということでもあります。ねじピッチは任意に選択できるものではありません。
ねじの規格はJISで細かく決められていますので、その中から各用途にふさわしいものを選択することになります。インターネットでも、ねじピッチ表などのキーワードで検索すると見つけることができます。
下穴
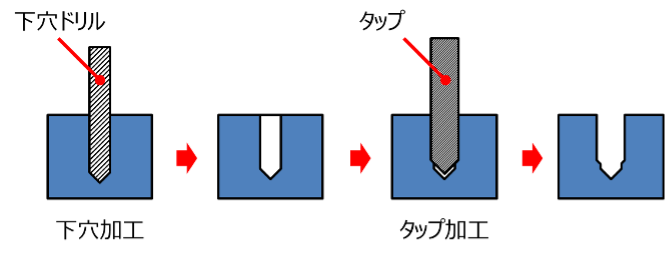
さて、ねじの規格表を眺めていると下穴径という項目も目に入ります。これは雌ねじを作る際に大切な値になります。雌ねじを作る最も基本的な方法はタップという工具を使う方法です。まずねじの谷の直径に近い穴をあけます。その後タップという刃物を兼ねた雄ねじを慎重にねじ込み、雌ねじを創成します。この工程の最初にあける穴のことを、下穴とよんでいます。

有効ねじ深さ
雌ねじについて議論をしていると必ず登場するのが、有効ねじ深さという用語です。文字通り、ねじとして使うことのできる深さのことを指しています。雌ねじを作る工程は、はじめに下穴をあけその後にタップでねじを切りますが、絵にある通り下穴ドリルもタップも、先端が尖っていることがわかります。
一方で、実際にあけた雌ねじにいれるボルトの底は平坦です。このことから下穴ドリルでボルトの首下長さと同じ深さの穴をあけ、タップでねじ切りをしてもボルトは途中でつかえてしまい、全長が入らないということが起こるのです。これを防ぐため、確実に雄ネジが締め込みできるように、雌ねじに有効ねじ深さとして図面で指示をします。

バーリング加工
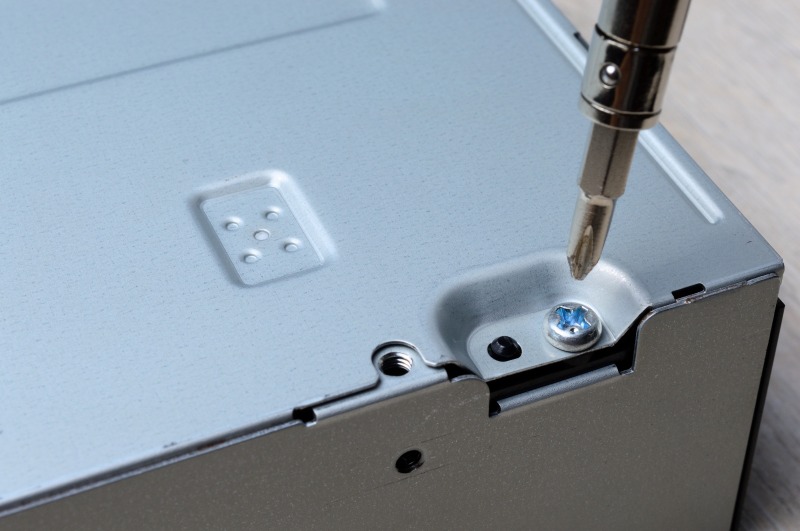
身の回りにある家具やオーディオ機器の筐体などは、薄い鉄板を曲げて作った板金製品です。そして各部品の組み立てに雌ねじとボルトが使われます。ただ薄い鉄板に直接下穴をあけ、そこに雌ねじを作った場合十分な強度を持たせることが難しいです。
例えば1mmの鉄板にM6の雌ねじを作ることを考えてみたいと思います。M6の並目ピッチは1ですので創られるねじ山は一山分だけになります。これではボルトを締めた際に十分な強度を持たせることはできません。別の方法としてナットなどを鉄板に溶接する方法も考えられますが、コストも工数も大幅にアップしてしまいます。リベット止めは安価ですが、分解ができなくなります。
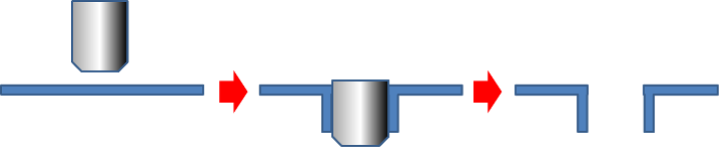
そこで板金部品に多く用いられているのがバーリング加工という方法です。これは雌ねじを作る箇所の下穴を打ち抜くのではなくパンチで押しあけることで、板の下側に張り出しを作って厚みを出すものです。雄ねじとしてタッピングねじを使う場合、バーリング加工による穴に直接締めることができます。ボルトなどを使う場合は、タップで加工することで綺麗な雌ねじを作ることができます。
今回は雌ねじに関する基本的な4つの用語を中心に見てきました。ねじはほかにも多くの専門用語が使われる分野です。ご興味がある方はねじの規格表などを参考にしてください。